

产品中心
优质品牌 可靠信誉 专业人才 创新科技
LUS-800-GS方形超声电磁筛
方形超声波电磁振动筛是一款专业针对3D打印机回收粉末筛选的一款设备。主要对于粉末在转运、打印时激光飞溅等导致的纤维、结块颗粒等杂质的的剔除。设···
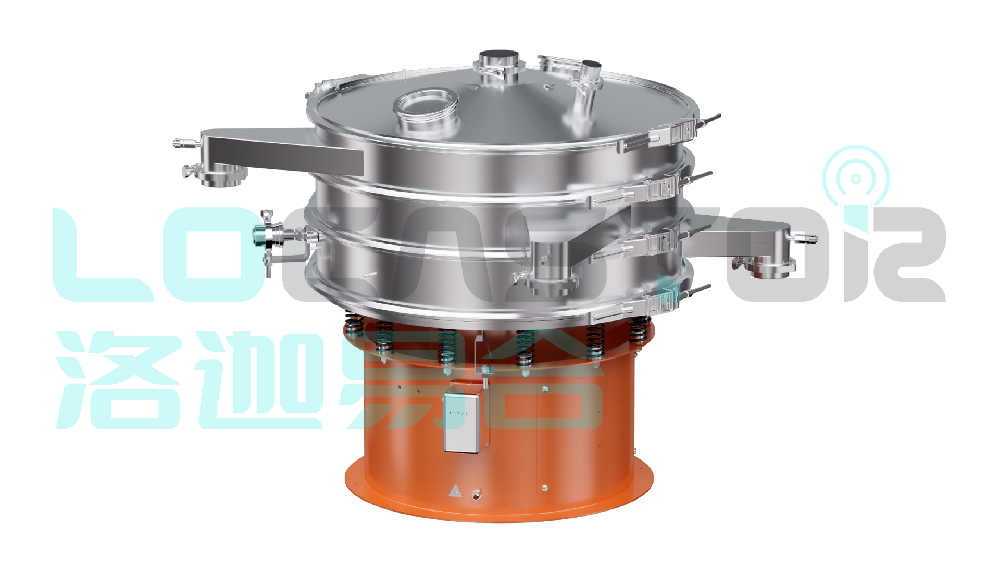
LHIU40B-S6C-NX-EX 无氧超声筛分机
LHIU40B-S6C-NX-EX 无氧超声筛分机可对金属粉末进行精准的区间分级。该设备通粉通过均匀给料器加入到筛机内部,通过内部筛网网孔的大小将各个粒度段的···

LMSU16-S4-NX-EX 无氧迷你筛
LMSU16-S4-NX-EX 无氧迷你筛是一款针对3D打印机粉末再处理的专用设备,打印过后的粉末通入到蝶形筛内部,通过筛网将大颗粒和杂质分离出来,复合要求的···
LZL-200-GS 气流分级机
LZL-200-GS气流分级机可对粉末进行整形,去除超细粉。该设备从原料仓内物料气动蝶阀给料,送入主机,主机内物料通过拉瓦尔喷嘴对喷解聚,解聚后的物料···

LFAPL-150-EX-GS 平铺式3D制粉后处理自动化系统
LFAPL-150-EX-GS 平铺式3D制粉后处理自动化系统,是一款针对3D打印粉末无氧自动筛分-分级-混合干燥-无氧包装的专业设备。该系统包含了真空上料、超声波···

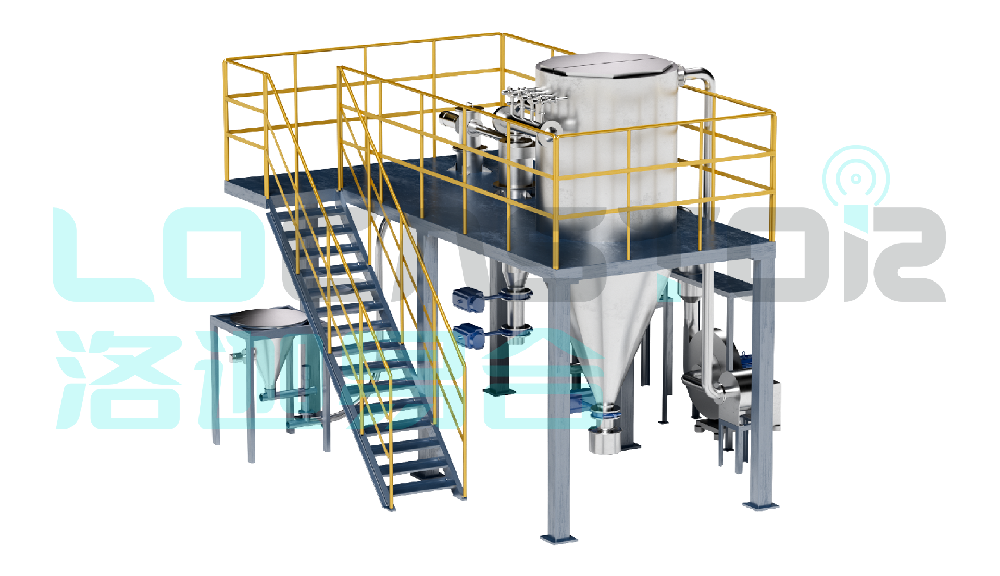
LVAPL-200-EX-GS 立式粉体后处理自动生产线
LVAPL-200-EX-GS 立式粉体后处理自动生产线采用立体式3D制粉后处理自动化系统,针对3D打印粉末无氧自动筛分-分级-混合干燥-无氧包装的专业设备。该系统···
洛迦易合(上海)粉体工程有限公司
新闻资讯
news
合作伙伴
partners








